Тел. (343) 232-30-53, Факс: (343) 232-30-50
info@corp-intek.ru
Литье пластмасс, Изготовление корпусов, Разработка и конструирование.
- Главная
- Процесс литья пластмасс под давлением.
Процесс литья пластмасс под давлением.
Статья описывает основы технологии литья пластмасс, дает общее представление об оборудовании и его характеристиках.
Литье пластмасс под давлением — самый распространенный метод изготовления пластмассовых деталей. Он весьма технологичен, обеспечивает высокую производительность, хорошо автоматизируется и не требует проведения последующей механической обработки.
Термопластичные материалы, используемые при литье под давлением, имеют широкий диапазон физических и химических свойств и легко поддаются повторной переработке.
Сырьем для литья пластмасс служат гранулы термопластичного полимера. Перед производством гранулы просушиваются для удаления излишков влаги, а затем засыпаются в приемный бункер термопластавтомата. Оттуда пластик ссыпается непосредственно в шнек машины, где расплавляется и под действием поршня подается с высоким давлением в пресс-форму. Расплав проходит через литниковые каналы, и с большой скоростью заполняет полость пресс-формы, после чего форма охлаждается и материал застывает, образуя пластиковую деталь. Пресс-форма раскрывается, деталь выпадает, и цикл повторяется вновь.
Устройство термопластавтомата
Весь цикл литья осуществляется на термопластавтомате, в который монтируется пресс-форма. Собственно термопластавтомат состоит из двух основных частей: узла пластикации и узла смыкания. Все движения этих узлов осуществляются гидроприводами, а давление в гидросистеме обеспечивает электродвигатель. Процессами управляет блок ЧПУ – центральный контроллер, который не только задает все параметры цикла литья, но и может управлять внешними устройствами – электро- и гидро- приводами, нагревателями и т. п.
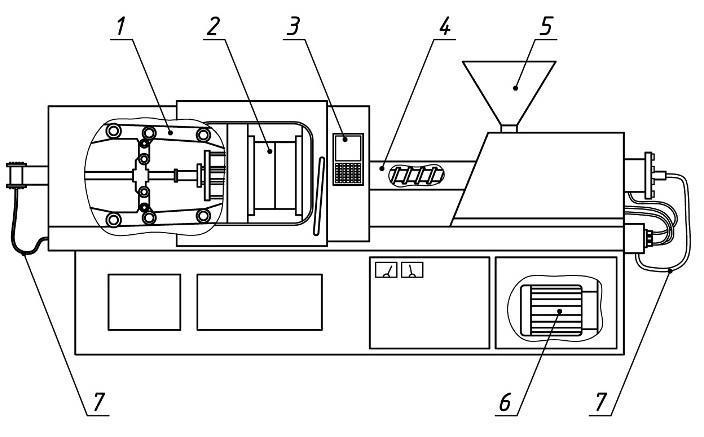
Схема термопластавтомата
1 Узел смыкания. 2 Пресс-форма. 3 Блок ЧПУ. 4 Узел пластикации.
5 Загрузочный бункер. 6 Двигатель. 7 Гидравлическая система.
Основными параметрами, характеризующими конкретную модель ТПА, являются:
- Усилие смыкания формы, в тоннах (а точнее в тысячах килограмм силы) или килоньютонах ( 1т = 10КН ). Это максимальная сила, с которой узел смыкания может удерживать пресс-форму в закрытом состоянии.
- Объем, а точнее масса впрыска, обычно измеряемая в граммах или унциях полистирола. Это максимальная масса полистирола, которую машина может переработать за один цикл.
- Давление впрыска. Это максимальное давление расплава, которое может поддерживать узел впрыска в цикле литья.
- Расстояние между колонками. Это ширина просвета между колонками — направляющими подвижной плиты ТПА. Просвет определяет максимальную ширину пресс-формы, которую можно установить на машину.
Все перечисленные параметры находятся во взаимной зависимости. Так увеличение давление впрыска может быть достигнуто снижением диаметра шнека, а следовательно и объема впрыска. С другой стороны, большее давление приведет к возрастанию усилия, раздвигающего пресс-форму и потребует либо увеличения усилия смыкания, либо уменьшения геометрических размеров формы.
Поэтому для обозначения термопластавтоматов обычно используют один показатель – усилие смыкания. Он дает достаточное представление о размерах и основных возможностях машины.
Узел пластикации и впрыска
Этот узел является определяющим для всего процесса литья. Его функция заключается в расплавлении полимера и его подаче в полость пресс-формы.
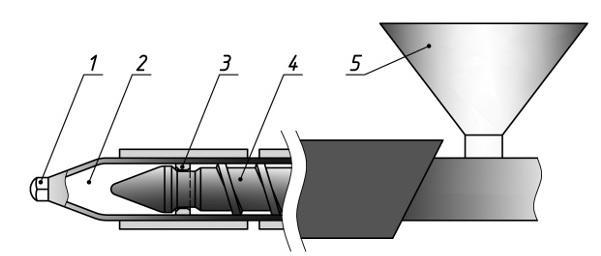
Схема узла пластикации
1 Сопло. 2 Шнековая камера. 3 Обратный клапан. 4 Шнек. 5 Бункер.
Принцип работы узла пластикации следующий: полимерный материал засыпается в бункер, а затем поступает в материальный цилиндр, где вращающийся шнек перемещает его в сторону сопла. В цилиндре материал разогревается кольцевыми ТЭНами и впрыскивается в пресс-форму в расплавленном состоянии. Для того, чтобы избежать выдавливания полимера назад в бункер, шнек оснащен обратным клапаном, перекрывающим движение материала в момент впрыска.
Цикл литья под давлением.
Цикл работы термопластавтомата можно представить в виде круговой диаграммы, показывающей длительность каждого из этапов литья.

Цикл литья под давлением
По диаграмме видно, что основное время цикла занимают процессы выдержки под давлением и охлаждения изделия. Причем, чем больше масса изделия, чем толще его стенки, тем большую долю займут эти два процесса. В тонкостенных изделиях, напротив, более критичными становятся скоростные характеристики термопластавтомата, так называемое время «сухого цикла». Для таких изделий использование скоростного оборудования является весьма желательным, а иногда и обязательным условием.
Рассмотрим каждый из этапов цикла подробнее.
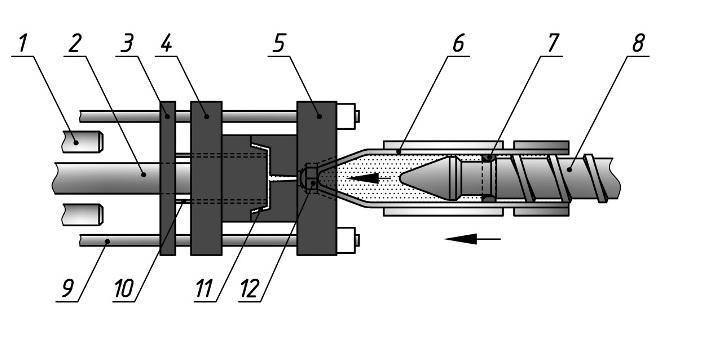
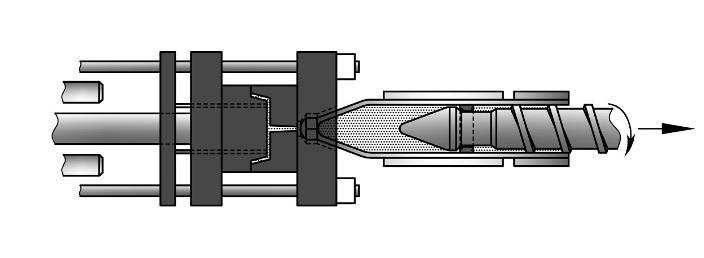
A. Смыкание и впрыск
1 Хвостовик. 2 Приводной цилиндр. 3 Плита толкателей. 4 Подвижная плита(плита пуансона).
5 Неподвижная плита (плита матрицы). 6 Материальный цилиндр. 7 Обратный клапан. 8 Шнек.
9 Направляющие колонки. 10 Толкатели. 11 Полость формы. 12 Сопло.
Цикл литья начинается со смыкания пресс-формы, после чего в её полость впрыскивается расплав полимера. Процесс впрыска на современных машинах может разбиваться на несколько ступеней, с управлением скоростью впрыска на каждой из них. Это позволяет обеспечить нужную скорость прохождения материала по различным каналам и полостям формы. Наладчик может добиться качественной детали, подобрав скорость вхождения материала в центральный и разводящий литники, затем в основную полость отливки и, наконец, в её тонкие ребра и стенки.
B. Выдержка под давлением
После заполнения формы шнек поддерживает давление впрыска материала, компенсируя его усадку в процессе охлаждения. Если это давление будет слишком большим, половинки формы могут слегка раздвинуться, и материал начнет утекать в появившиеся щели, образуя облой по линии смыкания.
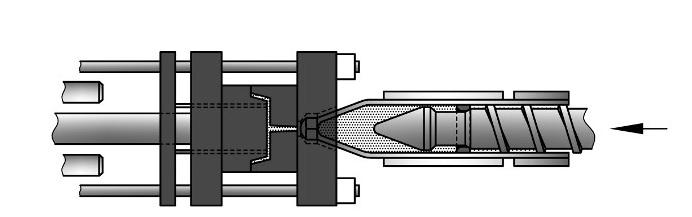
C. Пластификация
На третьей фазе цикла шнек начинает вращаться, отодвигаясь в исходное положение. При этом следующая доза расплавленного материала поступает в шнековую камеру.
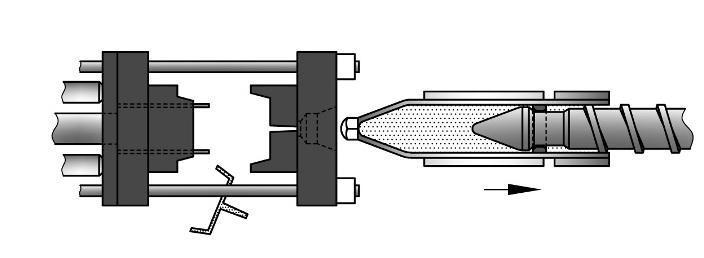
D. Открытие формы
В результате охлаждения пресс-формы деталь застывает, после чего подвижная плита отходит назад, раскрывая форму. Обычно, пресс-форма проектируется таким образом, чтобы после раскрытия деталь гарантированно оставалась на подвижной части формы — пуансоне. С пуансона деталь снимается толкателями, они приводятся в движение отдельным гидроцилиндром термопластавтомата, к которому прикреплён хвостовик.
Необходимо отметить, что представленные схемы описывают процесс литья весьма приблизительно, и существует множество модификаций оборудования и пресс-форм, заметно отличающихся от описанных в статье. Тем не менее основные принципы работы термопластавтоматов остаются неизменными уже многие десятилетия, а отличия обычно находятся в области небольших изменений того или иного узла.
Адрес: г. Екатеринбург ул.Фролова 25 офис 20А
Телефон: (343) 232-30-53
E-mail: info@corp-intek.ru
